TEQ-LUME /tɛk luːm/
LARGE-FORMAT ADDITIVELY MANUFACTURED BLOWFORMING FOR GRADED THIN-WALLED, VOLUMETRIC THERMOPLASTIC PANELS (RESEARCH)
MATERIAL: Plastic
Large Format Additive Manufacturing (LFAM) of thermoplastic architectural components is increasingly applied across design and construction industries. However, key challenges still persist regarding fabrication speed, material efficiency, component scale, and transportation. This research proposes a computational design-to-fabrication framework merging mass customization with moldless blowforming to produce variable thickness, lightweight, formally and materially expressive customized modules. Our material-saving workflow programs 3D printing parameters for maximum volume and variation in fused granular fabrication and moldless blowforming of Polyethylene Terephthalate Glycol (PETG). Outcomes balance digital control for material manipulation in surface motifs of each module, and showcase a coherent global control within a multi-module assembly. This research also contributes a catalog of printing to blowforming relationships to drive computational controlled approaches for lightweight facade screen design applications.
Institution: University of Pennsylvania
Programme: Robotics and Autonomous Systems
Programme: Robotics and Autonomous Systems
Model Director:
Robert Stuart Smith
Dr. Laia Mogas-Soldevila
Jonathan King
Robert Stuart Smith
Dr. Laia Mogas-Soldevila
Jonathan King
Teaching Assistant:
Franklin Renhu Wu
Mahsa Masalegoo
Gabby Perry
Project Team:
Carina Joseph
Lucy Rong
Kristyna Wang
Carina Joseph
Lucy Rong
Kristyna Wang
Additive manufacturing (AM) has gained increasing traction in the architecture and construction industries, particularly through off-site, large-format methods that enable mass customization (Strauß and Knaack, 2016; Duty and Love, 2015; Thermwood, 2025). While promising, large-format additive manufacturing (LFAM) faces persistent challenges, including long print times, high material usage, and a trade-off between extrusion speed and design resolution which often results in thicker layers and diminished geometric precision. Present research is focusing on strategies to increase fabrication speed, and reduce material use and carbon emissions in traditional workflows (Moetazedian et al., 2023, Meibodi, Craney, and McGee, 2021). In thermoplastics AM recent research using fused granular fabrication (FGF) proposes the introduction of a blowforming step by fast inflation of hollow printed preforms, obtaining a larger part volume in a fraction of the time to overcome limitations in traditional LFAM techniques (Solanki 2021, Wang 2023, Turner et al., 2023).
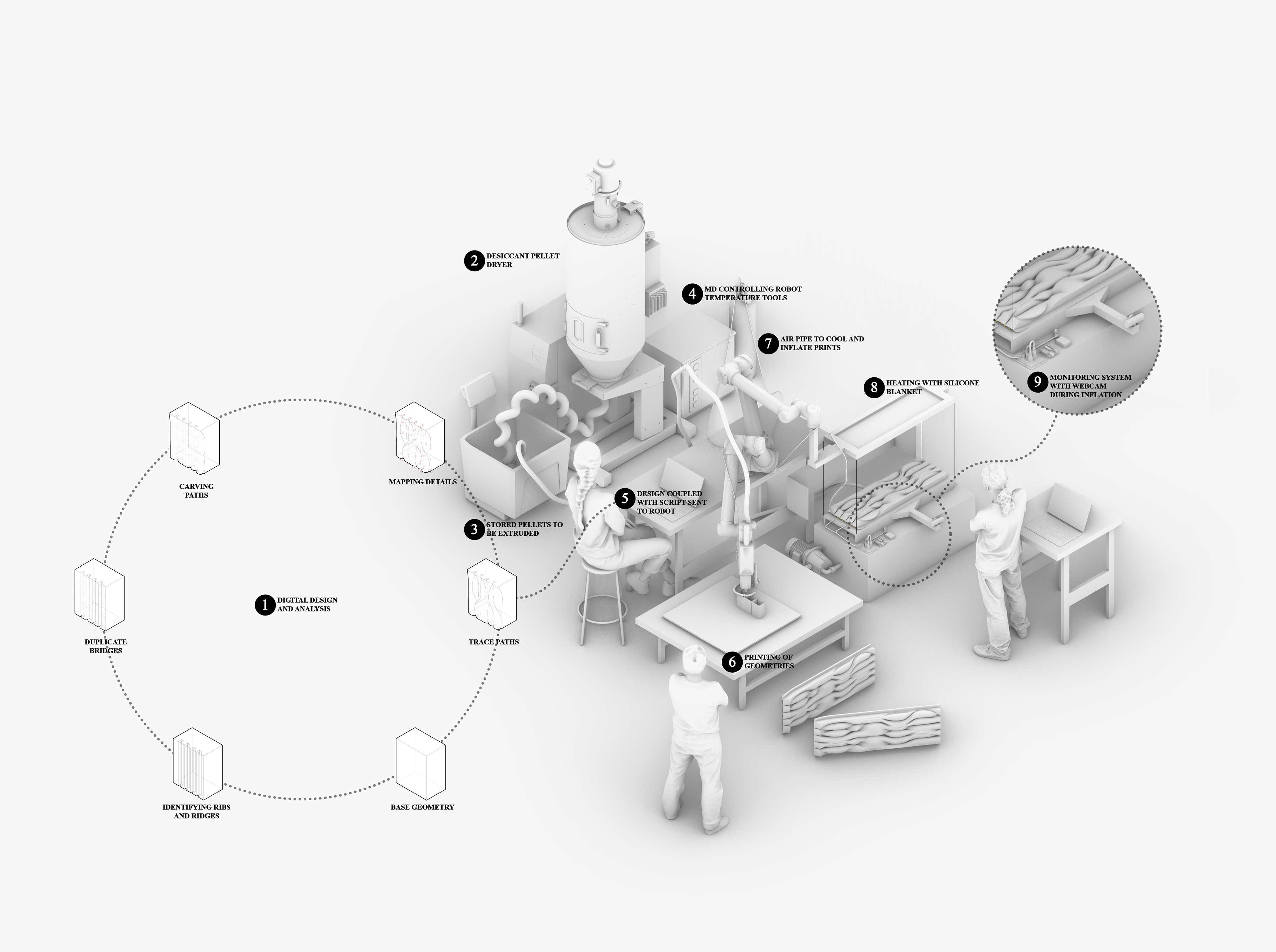
Our research contributes to Fused Granulate Fabrication (FGF) 3D printed thermoplastics blowforming by proposing a design-to-fabrication workflow for meter-scale component parts that integrates computational control of differential moldless blowformed transformations to produce formally and materially expressive parts with variable wall thickness. Specifically, the study focuses on polyethylene terephthalate glycol (PETG), a recyclable and reusable material well-suited for repeated heating and forming processes (Biron, 2016.), used in the built environment in flooring, plumbing, insulation, wall cladding, and roofing applications (Sareen et al. 2017). In our process (Figure 1), in addition to geometrical variation, fine-tuning parameters of 3D print layer height, extrusion rate, and cooling time during the FGF printing phase enables control over a preform’s initial wall thickness. Then, a calibrated heating to air pressure setup during blowforming yields complex and customized geometries with localized control of light transmittance, opacity, surface quality, and strength. An experimental catalog parametrizing the potential of this workflow provides a foundation to inform design choices to achieve highly controlled and expressive thermoplastic forms.

MATERIAL RELEVANCE IN 3D PRINTING
Materials such as PETG (Polyethylene Terephthalate Glycol), can allow light to pass through or refract off its surface, generating caustic patterns. When a 3D printed object made from PETG is illuminated, whether by natural sunlight or artificial light, the contours and texture of the print interact with the light in ways that can produce visually striking caustics. This makes PETG a unique material for creating designs that not only have a functional purpose but also possess an aesthetic quality through the play of light and shadow. The ability of PETG to generate these caustic patterns opens up exciting possibilities for designers looking to incorporate dynamic light effects into their printed creations.













METHODS
For this process, PETG is deposited using a programmed robotic toolpath encoding latter differential transformations when uniformly heated and blowformed into a larger volumetric part.
In the integrated workflow, a computational model informed by fabrication parameters is translated into point-based robotic toolpath instructions (1,5) ready for FGF of preform geometries (6). A desiccant dryer absorbs residual moisture (2) from stored pellets prior to FGF, (3) and control tools modulate heat during FGF (4,7). Each printed preform is inspected for airtightness in preparation for inflation. Fitted with a polyurethane rubber pipe, preforms are placed within the thermoforming setup (8) utilizing a robotic arm grasping a silicone rubber heating pad within a frame. The distance between the heating pad and the printed surface is digitally controlled, ensuring precise and consistent thermal exposure. Additionally, this setup is linked to a webcam to enable a real-time monitoring system to regulate blowforming air pressure aiding to regulate a preform’s expansion to prevent surface rupture.
Experimental catalogs developed to evaluate the fabrication method served as important experiments for understanding physical to digital parametric interplay and vice versa This sequential approach enabled a data-driven exploration of material behavior and guided the development of a controlled, reproducible blowforming system for large-format thermoplastic panels.
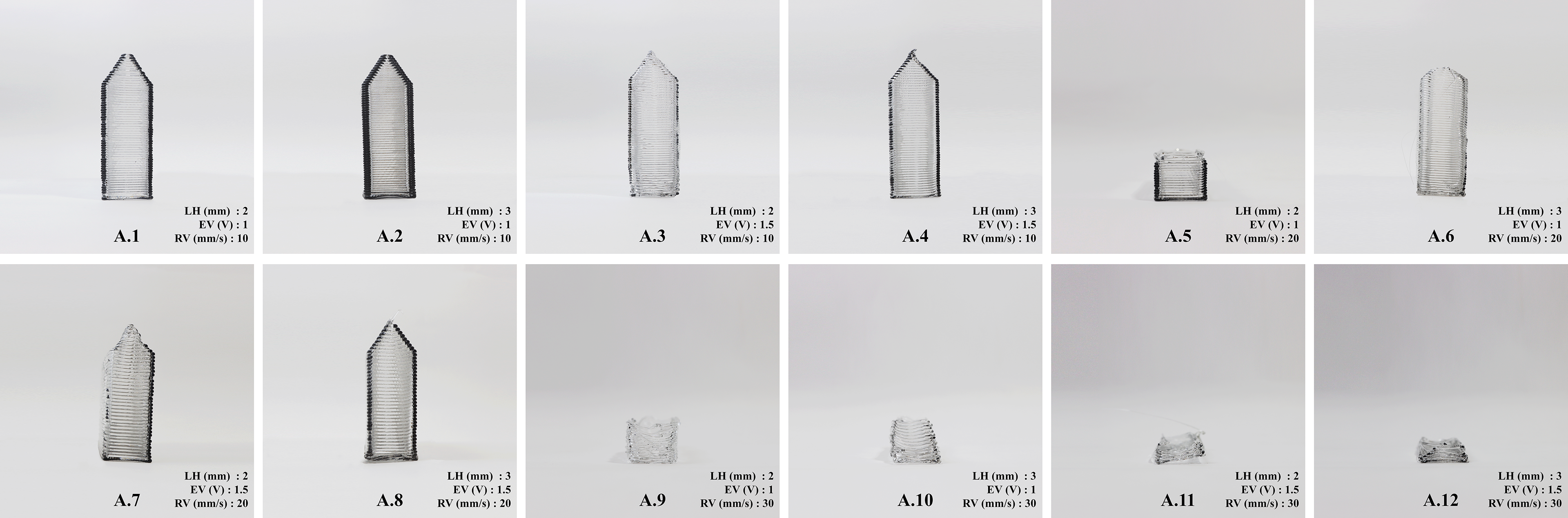
EXPERIMENT CATALOG A: Layer Height and Printing Parameters
This catalog evaluated FGF layer heights, extrusion rates, and robot velocity to identify optimal settings of material transparency ahead of inflation, while ensuring airtight preforms to avoid air leakage when blowforming, or if a preform was prone to over-inflation-based bursting.
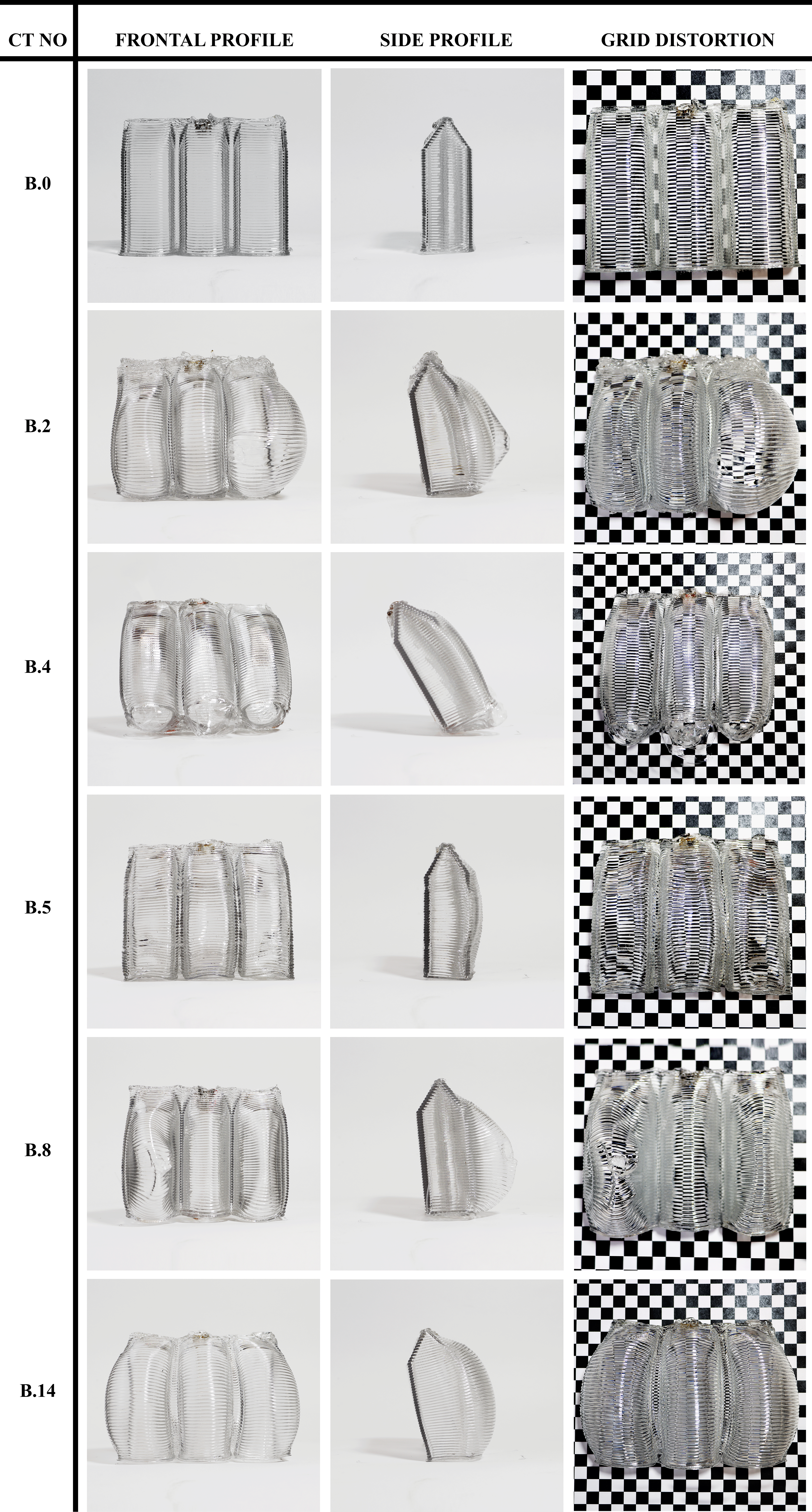
EXPERIMENT CATALOG B: Heating and Air Pressure Parameters
This catalog focused on the effects of heating duration and inflation pressure. All samples were initially heated under 0 PSI, with durations ranging from 900 to 2100 seconds, followed by short, controlled inflation phases using compressed air at pressures between 1 to 5 PSI. The inflation was typically initiated after heating, with the heat source removed prior to the application of pressure (to avoid inflation drawing the geometry closer to a heat source that was observed to create runaway positive feedback, producing overinflation and bursting).

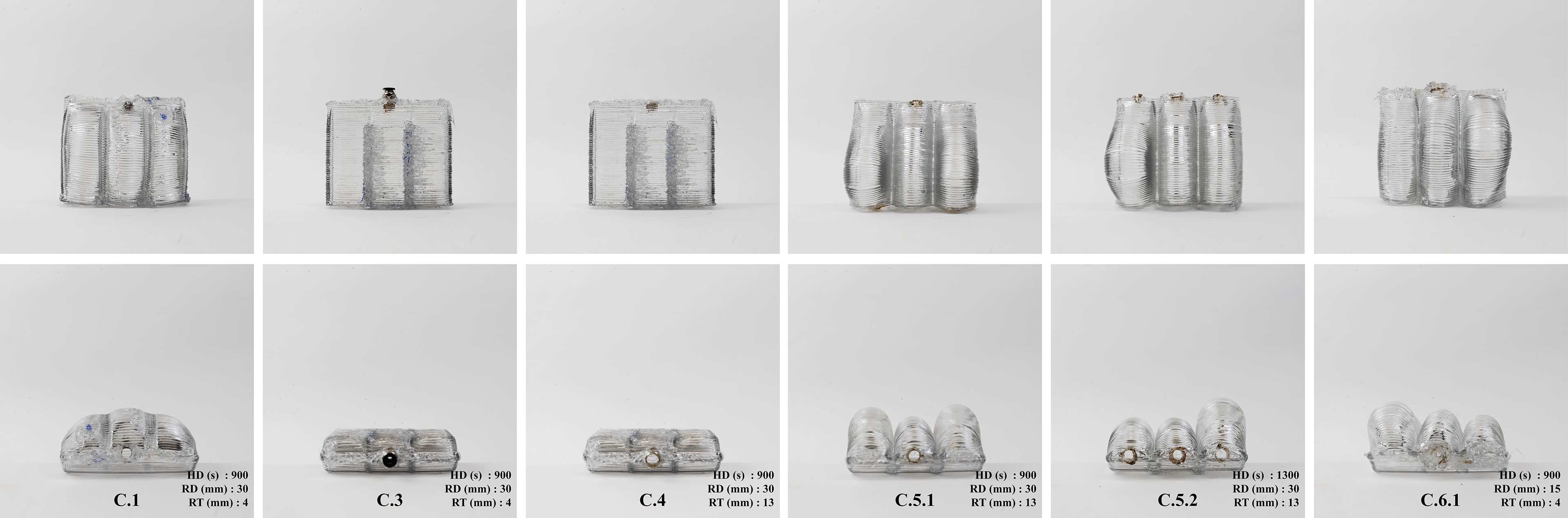
EXPERIMENT CATALOG C: Rib Depth
This catalog focused on evaluating rib depth and curvature radius influence on inflation performance and formation quality of the blowformed modules. Experiments aimed to identify optimal geometric conditions that allowed for controlled expansion while maintaining structural integrity, surface clarity, and visual refinement.
EXPERIMENT CATALOG D: Rib Length
This catalog investigated the influence of various lengths of horizontal ribs on the inflation behavior and formal stability of thermoformed modules. All samples maintained a consistent rib depth of 15 mm and rib thickness of 13 mm, isolating width span as the primary variable in this test. The objective was to evaluate how variations in span dimension affect surface tension distribution during heating and pneumatic expansion.

EVALUATION
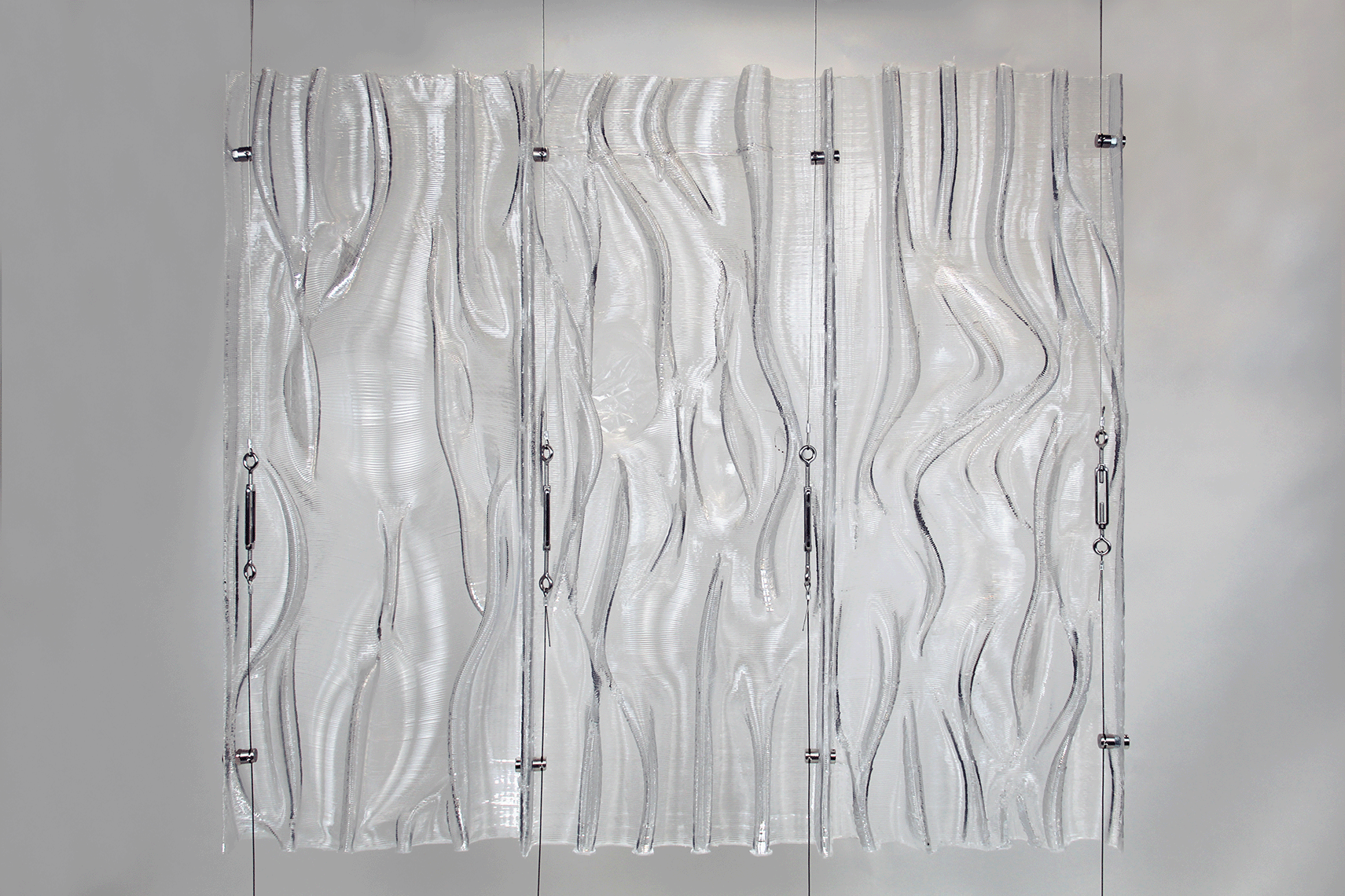
Nine PETG panels were stacked in columns of 3, each selectively inflated to produce a continuous left-to-right gradient, from minimally inflated, flatter geometries on the left to fully expanded light transmission and visual depth on the right column. This reduced the overall material quantity that such volume would have carried if produced in a layer-by-layer 3D printing method, producing greater transparency than is achievable by FGF manufacturing without blowforming.
FABRICATION AND PRODUCTION PROCESS
By leveraging outcomes obtained from the experimental catalogs, the research was able to predictably control the degree of expansion across each 600x900x100mm panel, allowing for intentional design variation within the overall composition.
Nine PETG panels were stacked in columns of 3, each selectively inflated to produce a continuous left-to-right gradient, from minimally inflated, flatter geometries on the left to fully expanded light transmission and visual depth on the right column.